
| КАТАЛОГ ПРОДУКЦИИ | |
| ESAB | |
| CEBORA | |
| GROVERS | |
| Avesta Finishing Chemicals | |
| Avesta Welding | |
| UTP | |
| Capilla | |
| KOBELCO | |
| Lincoln Electric | |
| Bohler |
ОФИС ПРОДАЖ:
г. Ижевск, ул. Маяковского, д. 17
(3412)655-295, 655-294
(3412) 56-15-32
(3412) 56-93-27
e-mail: raden18@mail.ru
Наши решения \ Способы обработки и травления нержавеющей стали после сварки.
Способы обработки и травления нержавеющей стали после сварки. Виды коррозии и причины образования.
.jpg)
Нередко можно наблюдать, как на качественной нержавеющей стали образуется ржавчина. Это происходит в случаях, когда нержавеющая сталь работает в агрессивных средах, при повышенных температуре или влажности. Трубопроводы, емкости, ванны покрываются ржавчиной при работе со слабыми кислотами, щелочами, молочной продукцией, с водой как водопроводной, так и прошедшей тонкую очистку. Но даже в идеальных условиях, когда на первый взгляд поверхности ничего не угрожает, атмосфера вносит свое разрушающее, окслительное действие на поверхность, всегда имея в своем составе кислород и водяной пар, зарождая очаги ржавчины в местах с поврежденной защитной пленкой оксида хрома.
Чтобы понять, что происходит, необходимо еще раз проанализировать основные сведения о нержавеющей стали и процессе коррозии.
Нержавеющая сталь - легированная сталь, устойчивая к коррозии в атмосфере и агрессивных средах. Сопротивление нержавеющей стали к коррозии напрямую зависит от содержания хрома: при его содержании 13 % и выше сплавы являются нержавеющими в обычных условиях и в слабоагрессивных средах, более 17 % — коррозионностойкими в более агрессивных окислительных и других средах, в частности, в азотной кислоте крепостью до 50 %.
Наиболее популярными марками применяемыми в производстве оборудования, оснастки, сварных конструкций яляются: 12Х18Н9Т,04X18H10, 14Х17Н2, 20Х13, где цифра после буквы «Х» обозначает процентное содержание хрома, а после «Н» - никеля.
Причина коррозионной стойкости нержавеющей стали объясняется, главным образом, тем, что на поверхности хромсодержащей детали, контактирующей с агрессивной средой, образуется тонкая плёнка нерастворимых окислов, при этом большое значение имеет состояние поверхности материала, отсутствие внутренних напряжений и кристаллических дефектов.
Технологические этапы производства изделий из нержавеющей стали неизбежно предполагают создание внутренних напряжений, механическую обработку и сварку стали, что впоследствии сказывается на ее коррозионной стойкости, и вызывает необходимость ее травления. Есть несколько основных процессов, приводящих к коррозии нержавеющей стали:
· Однородная коррозия;
· Межкристаллитная коррозия;
· Гальваническая или обычная коррозия, включающая изъязвление и коррозию в трещинах;
· Коррозия в трещинах от механического воздействия;
· Коррозию, вызванную микробиологическими факторами (МИК). 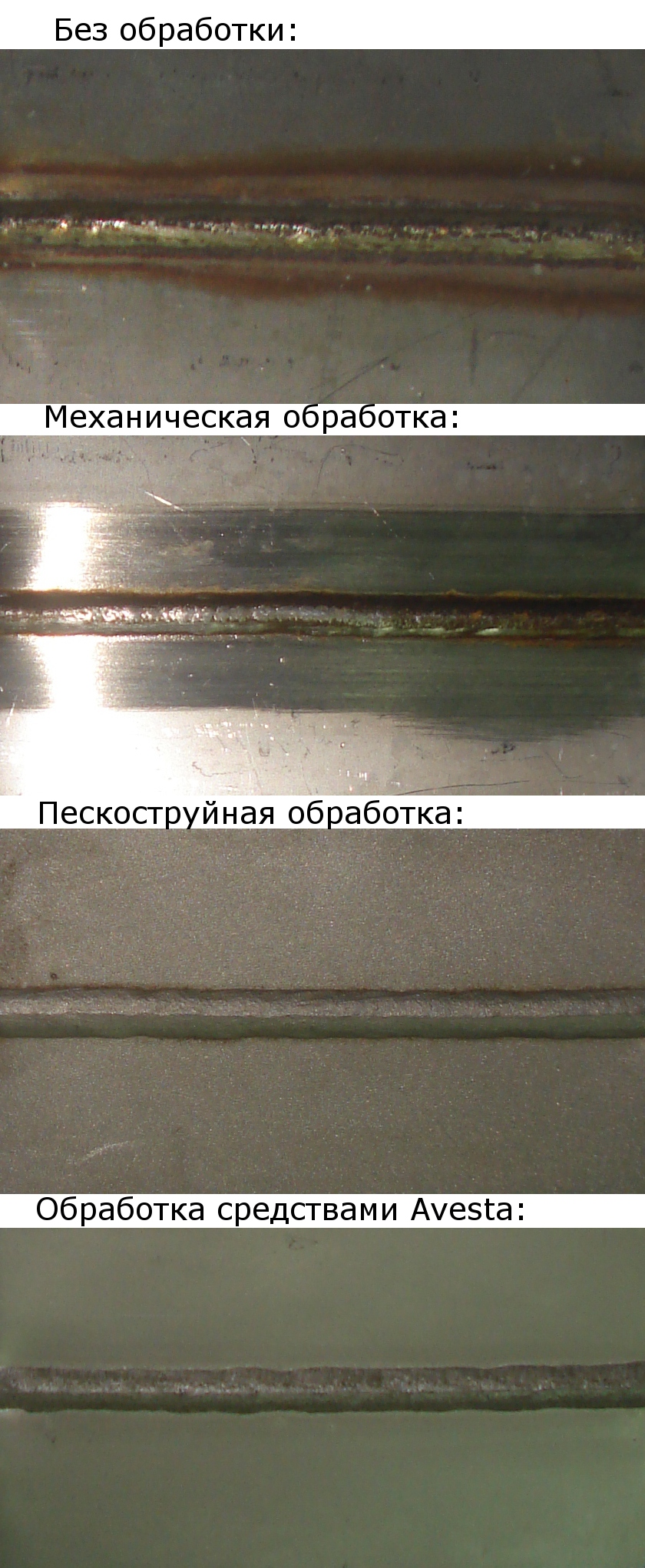
В дополнение, ряд механических процессов усиливают основные процессы образования ржавчины: эрозия, порообразование, истирание образование коррозионных элементов, а также изменения поверхности под термическим или электрическим воздействием. Все эти процессы имеют одну общую черту: слой пассивации оксидом хрома нарушается, и незащищенная железная составляющая окисляется.
Особенно высока вероятность коррозии нержавеющей стали после сварки, т.к. во время дугового расплавления металла в сварочной ванне, происходит активное выгорание легирующих сталь веществ, и в частности хрома, таким образом, в металле шва и на его границах повышается концентрация железа. Дальнейшая самопассивация (образование на поверхности пленки из оксида хрома) такой стали значительна затруднена. Многие заканчивают обработку сварного шва механической зачисткой абразивным инструментом (шлифовальными кругами, витыми щетками(кор-щетками), методом стекло- дробе- струйной обработки), что временно дает чистый внешний вид, но ни как не влияет на пониженное содержание хрома в металле шва, и соответственно на коррозионную стойкость. Такой шов со временем, неизбежно подвергнется коррозии. Любое механическое воздействие на нержавеющую сталь необходимо заканчивать пассивацией поверхности. Механическая обработка не является альтернативой или заменой пассивации.
Для защиты от коррозии сварного шва необходимо прибегать к химическим методам травления и пассивации. Рассмотрим два основных способа травления и пассивации:
1. Разъедание окалины в ванне со смесью серной и соляной кислот, содержащей 6—8% (по объему) серной кислоты и 2—4% концентрированной соляной кислоты, при температуре 60-80 °С, в течении 20-40 минут. Строгий контроль температуры и насыщенности раствора.
2. Тщательная промывка водой
3. Погружение в ванну со смесью азотной кислоты (10-20% по весу) и плавиковой кислоты (1-2% по весу).
4. Обильная промывка водой.
Процесс происходит с образованием в воздухе паров кислот, что требует серьезных мер по защите органов дыхания и поверхности кожи.
Описанный процесс имеет много вариантов с вариантами последовательности обработки, концентраций, времени. Одним из способов кислотного травления является электролитическое травление. В процессе обработки через кислотную ванну пропускают электрический ток, переменный или постоянный, причем металл, подвергаемый травлению, играет роль либо анода, либо катода. По-видимому, электрический ток оказывает главным образом механическое воздействие: выделение газообразного кислорода или водорода облегчает отделение окисной пленки.
Далеко не у каждого производителя изделий из нержавеющей сталей имеется травильный участок, и оборудование для работы с концентрированными кислотами, а организация такого участка для требует крупных затрат и долгий процесс согласования и контроля разрешительных систем. Выходом из данной ситуации может быть травление подготовленными концентратами.
II. Травление готовыми к использованию смесями кислот, в виде паст, гелей, спреев, концентратов травильных ванн.
Пасты, гели, спреи, очень удобно использоваться условиях цеха, не прибегая к лишним затратам. Как правило, наносятся данные составы либо кислотоустойчивыми кисточками, либо ручными или механизированными распылителями.
Для травления швов удобно использовать пасты густой консистенции, которые удерживаются толстым слоем на нижних и вертикальных швах, и проявляют свою травильную активность при температуре от 10°С.
Полная технология травления подготовленными составами кислот заключается в следующем:
1. Очистка, от жирных пятен, грязи, ржавчины, для повышения эффективности работы травильного средства, и меньшего снижения его концентрации в процессе травления. Очищающий состав наносится на время до 30 минут.
2. Травление, для которого используются, пасты, гели, спреи, аэрозоли. Пасты и гели наносятся по сварным швам с захватом по
3. Обработка пассиватором. Нанесение пассиватора обеспечивает принудительное образование устойчивой пленки оксида хрома на поверхности металла. Пассиватор наносится на время от 30 до 60 минут и обеспечивает бóльшую коррозионную стойкость изделия.
Наиболее популярным производителем подобных травильных средств, на данный момент является компания Avesta Finishing Chemicals.
© 2011, ООО "Раден" |